
铝合金加工三大特点 铝型材加工工艺流程是怎样呢
随着时代发展,工业铝型材一般指的是除建筑门窗、幕墙、室内外装饰及建筑结构用铝型材以外的所有铝型材。铝型材加工流程包含溶炼、挤压和着色(着色关键包含:氧化、电泳工艺、氟炭喷漆、静电粉末喷涂、木纹转印等)三个全过程。那铝型材加工工艺流程有哪些呢?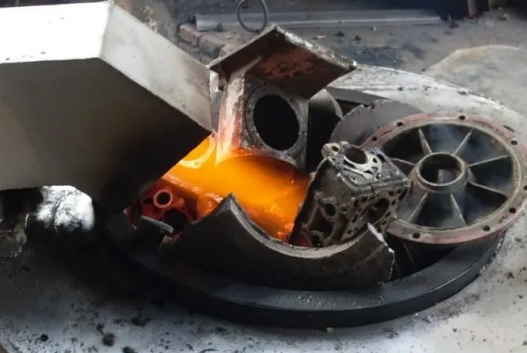
一、溶炼是铝型材加工制造的首道工艺过程:
(1)调料:依据必须生产制造的实际铝合金型号,测算出各种各样铝合金成份的加上量,有效配搭各种各样原料。
(2)冶炼:将选好的原料按加工工艺规定添加熔炼炉内熔融,并根据除气、排渣精练方式将溶体内的杂渣、汽体合理去除。
(3)锻造:冶炼好的溴化锂溶液在一定的锻造工艺标准下,根据深水井锻造系统软件,制冷铸造成各种规格型号的圆铸棒。

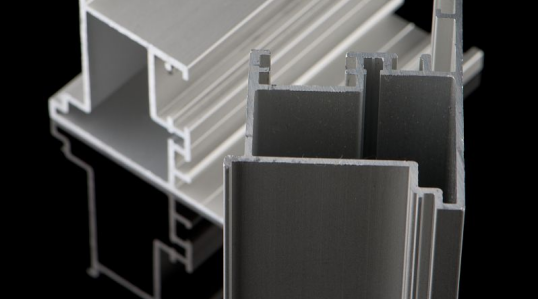
二、挤压是铝型材加工的第二道工序:
挤压是铝型材加工成型的方式。先依据型材商品横断面设计方案、生产制造出磨具,运用挤压机将加温好的圆铸棒从磨具中挤压成型。常见的型号6063铝合金,在挤压时还用一个风冷式热处理全过程以及后的人工时效全过程,以进行热处理工艺加强。不一样型号的可热处理工艺加强铝合金,其热处理工艺规章制度不一样。
三、着色是铝型材加工的第三道工序:
阳极氧化:阳极氧化是铝型材加工的重要步骤之一,挤压好的铝合金型材,其表面耐腐蚀性不强,须根据阳极氧化开展表面解决以提升铝型材的抗蚀性、耐磨性能及表面的美观大方度。
(1)铝合金表面加工。我们通常用有机化学或物理学的方式对型材表面开展清理,露出纯粹的常规,以利于得到详细、高密度的人力氧化膜。还能够根据机械设备方式得到镜面玻璃或无光(哑光)表面。
(2)铝合阳着色极氧化。经表面预备处理的型材,在一定的加工工艺标准下,常规表面产生阳极氧化,转化成一层高密度、多孔结构、强吸附性的AL203膜层。
(3)注浆加固:将阳极氧化后转化成的多孔结构氧化膜的膜孔孔隙度封闭式,使氧化膜污染治理、抗蚀和耐磨性提高。氧化膜是没有颜色全透明的,运用注浆加固前氧化膜的强吸附力,在膜孔内吸咐堆积一些金属盐,可使型材表面呈现原色(银色)之外的很多色调,如:灰黑色、铜色、橙黄色及不锈钢板色等。
工业铝型材分为基材、阳极氧化型材、电泳型材、粉末喷涂型材、氟碳漆喷涂型材、穿条隔热型材、注胶隔热型材等等,铝型材的生产前提是挤压材,将圆铸锭通过挤压来改变型材的形状,这其中要用到模具、铝锭,模具也是需要设计的,设计好之后就是模具制造,然后是试模,如果可以的话就直接入库,最后给模具加热。
铝的生产加工流程,铝锭加上辅助材料熔铸,均质之后将铝棒加热,然后放在模具里挤压,挤压出来的型材经过热处理后开始进行表面处理和还料,需要深加工的就打孔攻丝,不需要的直接包装入库就可以。
纯铝强度低,硬度低、塑性大,适合于塑性成型加工,但切削加工时变形强化倾向大,易粘刀,很难加工出光洁的表面。铝合金在强度、硬度与纯铝相比提高很多,但与钢材相比强度与硬度低,切削力小,导热性好。铝合金加工的特点有哪些呢?
一、铝合金加工硬度低:
与钛合金和淬火钢相比,铝合金具有较低的硬度,当然,热处理或压铸铝合金也具有较高的硬度。一般铝板的HRC硬度一般在HRC40度以下。因此,在加工铝合金的情况下,工具的负荷小。另外,铝合金的导热性优异,因此铝合金铣削的切削温度低,能够提高铣削速度。
二、铝合金加工的塑性低:
铝合金的塑性低,熔点也低。加工铝合金时,结合边缘问题很深,排屑性能差,表面粗糙度也高。其实加工铝合金,主要是刀和粗糙度效果不好。如果解决了固定刀刃、加工表面的品质这两个问题,就能解决铝合金加工的问题。

三、铝合金加工刀具容易磨损:
因为使用了不合适的工具材料,在加工铝合金的情况下,由于棒刃、切屑排出等问题,工具的磨损加快的情况较多。
以上就是诺铂小编为大家讲解铝型材加工工艺流程以及铝合金加工特点,小编相信大家看到这里,对铝型材加工流程与铝合金加工特点有了一定了解。另外我们选择铝合金CNC加工厂家,一定选择有资质CNC加工厂家,会有不错的CNC加工服务体验。深圳诺铂智造技术有限公司是一家被政府授予“国家高新技术企业”资质的中英合资企业,公司拥有智造业务和产品业务两大方向,智能制造业务专业为客户提供包含零配件加工制造在内的项目支持服务。
- 点击次数:
- 更新时间:2022-08-01 22:37:36
